致力于工业机器人的集成与应用
LSC-低飞溅控制工艺
2022-03-24
致力于工业机器人的集成与应用
为客户提供全方位技术解决方案
服务热线
189-3213-6881

商品
栏目分类
焊接工艺
189-3213-6881
CMT Twin
这种新型的系统同步/工艺同步的技术在焊接市场上是特殊的,可以保证从开始引燃电弧到结束时填充弧坑的整个过程都将电弧控制得较稳定,该工艺方法的优越性:熔深大,焊缝侧壁熔合性优异,井且几乎无飞溅。优质的精细控制性能与“主辅丝“焊接方式相结合使得CMTTwin非常简单使用。一旦主丝引燃,辅丝电弧就会自动与之匹配,以往的焊接方法都不具有比这便好的自我调节性能,通过这样的方式还可以将CMT冷金属过渡技术与Auke(脉冲过渡)结合在一起从而在各种焊接应用中取得好的焊接效果。

CMT冷金属过渡工艺:
“冷焊接工艺-CMT,意味着可在所有材料上应用并获得显著的效果,世界上稳定的电弧和准确的工艺控制。因为和传统MIG/MAG焊接相比,这种工艺真的是冷过渡”。或者更为准确的说,是在冷和热之间持续交替变换。这创造了更好的焊接效果和无限的可能。例如:无飞溅焊接和钎焊接头,钢和铝之间的焊接,0.3mm厚的超薄板焊接,以及许多其它的应用。

工艺优势:
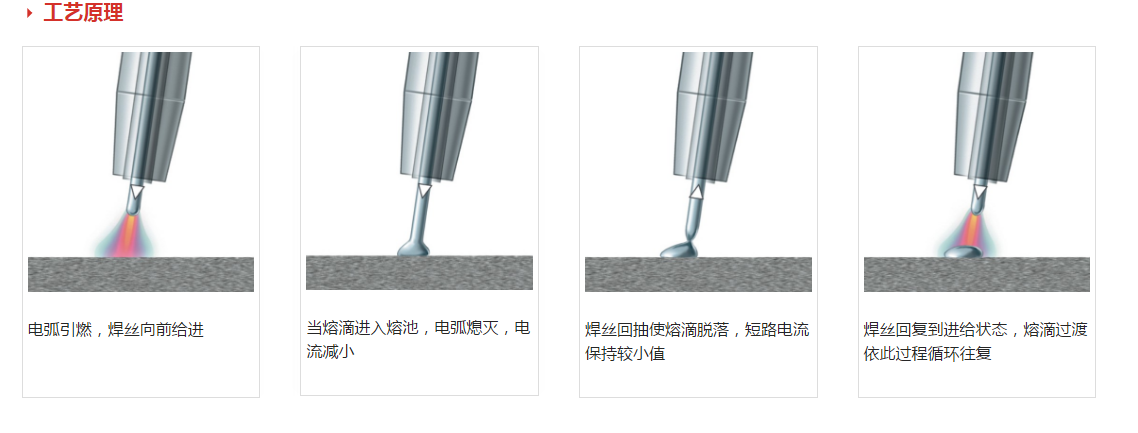
焊丝回抽运动
数字化工艺控制,当监测到短路瞬间,通过控制焊丝回抽帮助熔滴过渡-高可达90次每秒钟!
较低的热显输入
在焊接过程中,焊丝向前运动一旦接触工件发生短路,焊丝便被回抽,这意味着在产生电弧时,电弧本身只有短暂的热量输入。
无飞溅
焊丝的回抽运动有助于短路过渡时熔滴的分离,短路过渡始终被控制,并保持很小的电流,这样的结果是:无飞溅的金属熔滴过渡。
较为稳定的电弧
电弧长度通过机械式的监测和调整。无论工件表面材质如何或你想以何种速度焊接,电弧始终保持得非常稳定,这表示你可以在任何地方和任何位置使用CMT工艺。
CMT Advanced
CMT Advanced二代变极性焊接技术通过正负极性交替作用,实现了焊接高熔敷效率的同时熔敷率可准确调节。在保持CMT技术原有的焊丝双向运动特性的基础上,复加了极性变换控制技术,而且极性变换发生在短路瞬间,无需大能量强制转换,可以保证CMT焊接过程的稳定可靠,原有的低热输入量,无飞溅焊接等特点得到了进一步的提升。因此,CMT二代变极性焊接技术可以进一步控制热输入量,同样能量输入条件可获得更高熔敷效率,并且使得焊接变形更轻微。






