致力于工业机器人的集成与应用



对碳钢具有良好的焊接性能,小电流下可实现轻飞溅短路过渡,标配Root根焊功能,适合打底及大间隙焊接。可扩展Deepen深透弧功能,应用于厚板大熔深穿透焊和厚板打底焊。标准内置IoT模块和模拟通讯接口,可扩展数字接口,作为自动焊专机和机器人电源。
主要焊接方法:CO2, MAG,不锈钢MIG。
主要焊接材料:碳钢。
工法工艺:
引弧、回烧控制 IBC、根焊Root、焊接工艺软件

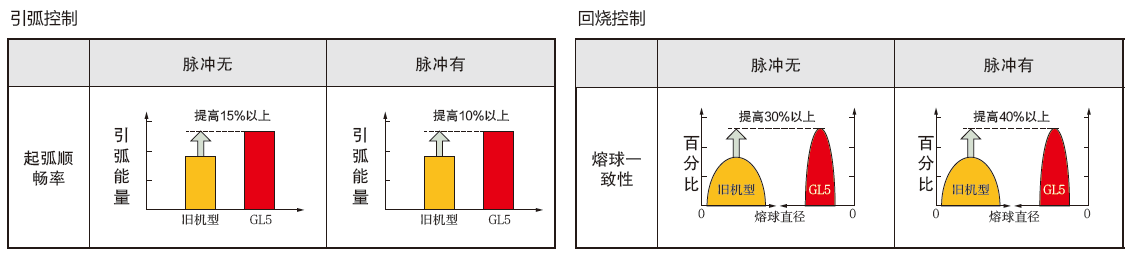
引弧、回烧控制 IBC
引弧和削熔球控制技术IBC (IniArcand BBK Control ),引弧采用异步曲面加速度控制,动态的调整引弧能量,能迅速的建立并稳定熔池,提高引弧成功率;回烧采用可控制动削熔球技术,提高熔球大小的一致性;同时引弧和回烧时间的缩短,能够加快焊接节拍,提高生产效率。
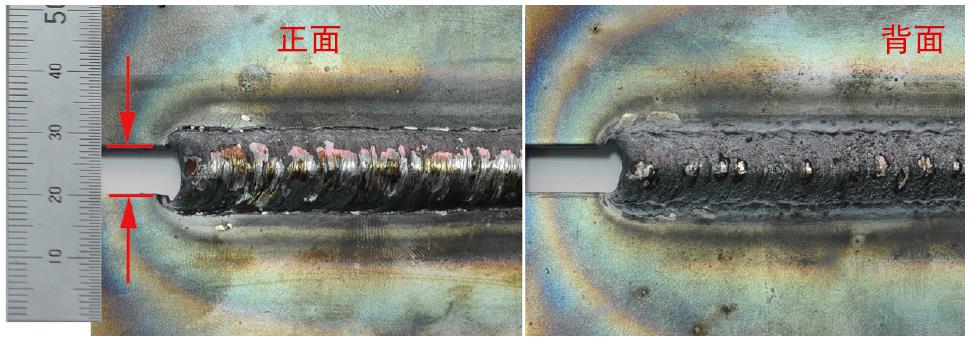
根焊Root
Root是一种低热量输入的短路过渡方式。通过精细的波形控制,使电弧更稳定、热输入更低、熔滴过渡更均匀,从而提高了电弧搭桥能力,特别适合大间隙焊接、开坡口件打底焊接及立向上焊接。打底焊接时大幅降低清根工作量甚至无需清根,背透光滑均匀,立向上焊接时可以减少摆动甚至无需摆动。
工艺软件:
工艺软件包是针对特殊材料或工艺开发的专家数据,是基于特定焊材、母材、气体的焊接解决方案。是在标准焊机之外的标准选购品。此外,对于用户的特殊要求,可以针对特定的需求开发定制的工艺软件。