致力于工业机器人的集成与应用



型号 | TT 5000 | |
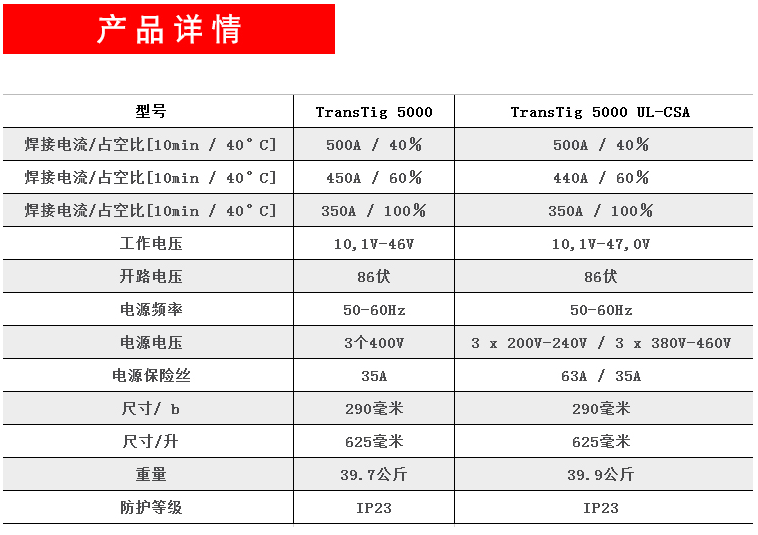
电源电压 | 3×400 V | |
电源电压容差 | +/-15% | |
功率因数 | 0.99(500 A) | |
引弧电压(Up) | 9.5 kV | |
空载电压 | 86 V | |
焊接电流范围 | TIG | 3-500 A |
MMA | 10-500 A | |
暂载率 | 10 min/40℃ 35%d.c. | / |
10 min/40℃ 40%d.c. | 500 A | |
10 min/40℃ 45%d.c. | / | |
10 min/40℃ 50%d.c. | / | |
10 min/40℃ 60%d.c. | 450 A | |
10 min/40℃ 100%d.c. | 350 A | |
工作电压 | TIG | 10.1-30 V |
MMA | 20.4-40.0 V | |
尺寸(长×宽×高 mm) | 625/290/475 | |
重量(kg) | 39.8 | |

交谘会:使用TAC时,只需一点即可完成定位,因为脉冲电弧使两个焊池运动、从而使它们很快就跳在一起,从而形成一个焊池。当焊接不带填充金属的轻型薄板时、TAC功能也非常有用。
高频点火:非接触式轻柔高频点火是引弧的较简单选择。
着陆点火:着陆点火尤其可用于敏感的应用领域。这样可以避免在HF点火期间可能发生的电磁干扰。